English
English  Français
Français  Español
Español  中文简体
中文简体 































-
研发设计我们对高分子材料性能和医用导管的应用需求有深入的了解,并且有丰富的医用导管研发设计经验,能为您提供建设性的材料选择和设计建议。更多内容
-
快速打样我们有完善的生产工艺体系和先进的加工设备,严格按照设计规格迅速完成样品制作,并与您保持高频、深度的沟通,确保样品的外观质量、尺寸精度以及基本性能指标符合您的设计预期。另外,我们的快速成型打样产线打样速度快,能够节省您的时间和成本。更多内容
-
测试&验证我们配合您的验证流程,并为您提供临床试验等所需的样品和相关文件,就产品、法规为您提供专业的指导意见。更多内容
-
协助获证我们已通过ISO 13485质量管理体系认证。我们完善的质量管理体系能够为您提供全方位的支持,确保相关文档符合监管要求,帮助您顺利完成产品获证流程。更多内容
-
进入量产我们有成熟的生产管理体系,严格执行标准化生产流程,确保按时、按质、按量交付。一旦发现质量问题,我们会立即启动追溯机制,精准定位问题根源并迅速整改,确保流入市场的每一件产品都符合高标准质量要求。更多内容







-

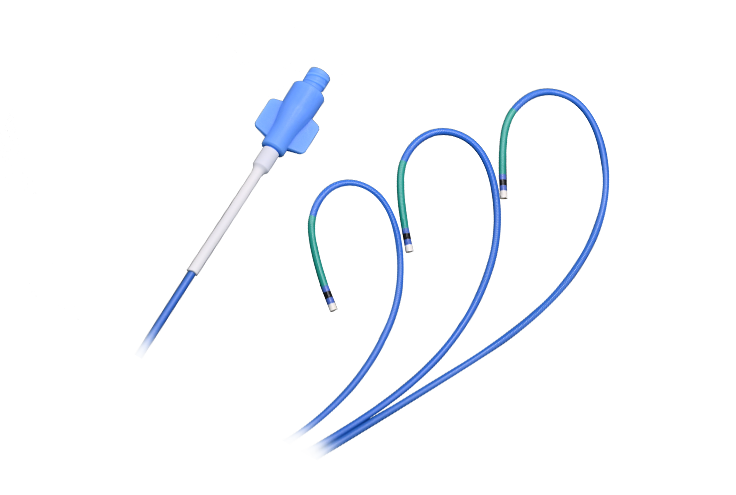
 神经血管-微导管
神经血管-微导管
-(抽吸)取栓管
-球囊导管
-指引导管
-造影导管
-护套管 眼科系统-远端导管
眼科系统-远端导管
-泪道插管
-引流管 -
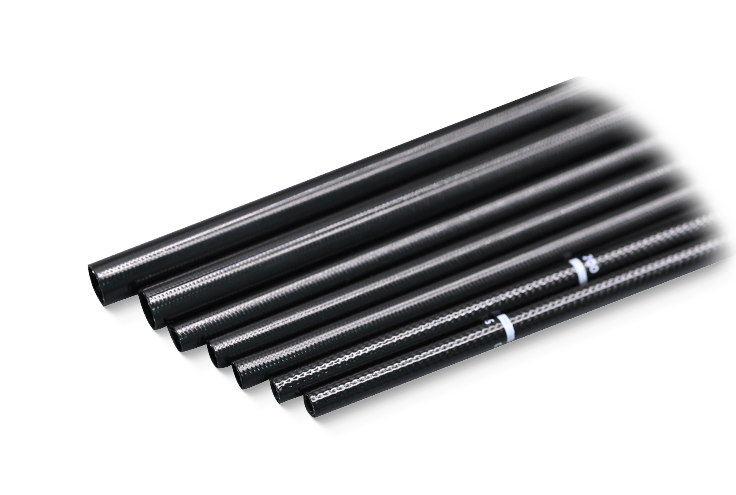
 电生理-网状加强管
电生理-网状加强管
-弹簧加强管
-PI及加强管 心血管-单层/双层/三层球囊导管
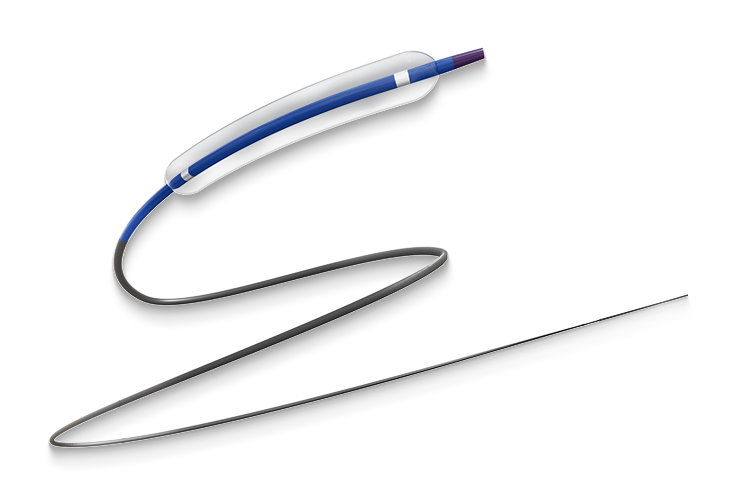
心血管-单层/双层/三层球囊导管
-多腔管
-多层管 结构性心脏病-微导管
结构性心脏病-微导管
-(抽吸)取栓管
-球囊导管
-指引导管
-造影导管
-血管鞘管 -
 内窥镜-网状加强管
内窥镜-网状加强管
-弹簧加强管
-多腔管 -
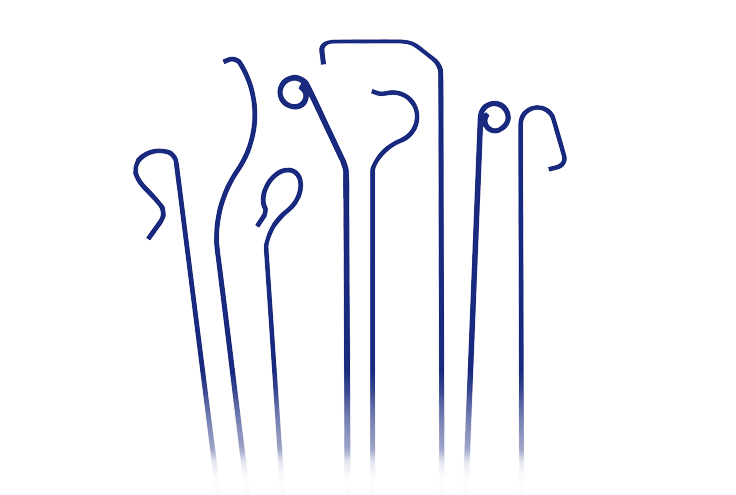
 泌尿-泌尿弹簧管
泌尿-泌尿弹簧管
-调弯泌尿弹簧鞘
-取石篮管(PI) -
 微创外科-球囊管
微创外科-球囊管
-可调弯鞘管
-一次性取样管 骨科-PEEK管
骨科-PEEK管
-椎体球囊导管
-压紧套管 外周血管-网状加强管
外周血管-网状加强管
-弹簧加强管
-护套管
-
 头部
头部 -
 胸部
胸部 -
 Hip
Hip -
 Hip1
Hip1 -
 下肢
下肢
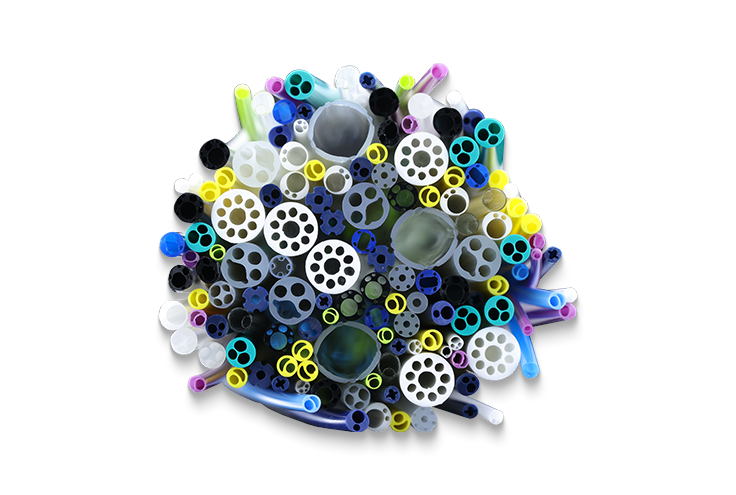
关于琳盛
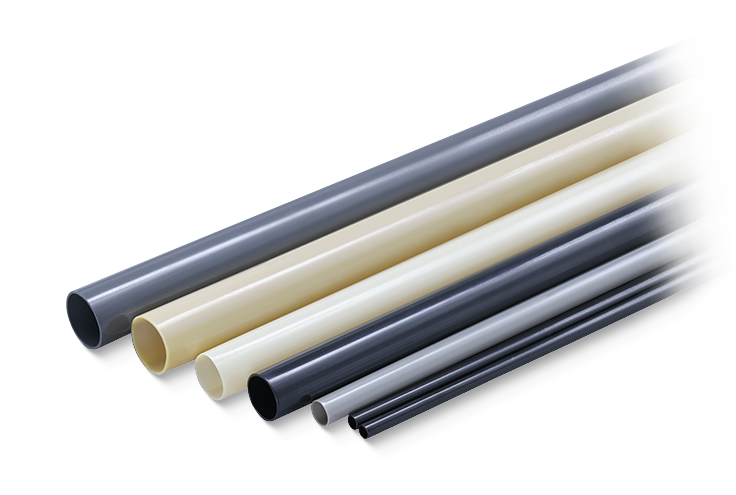
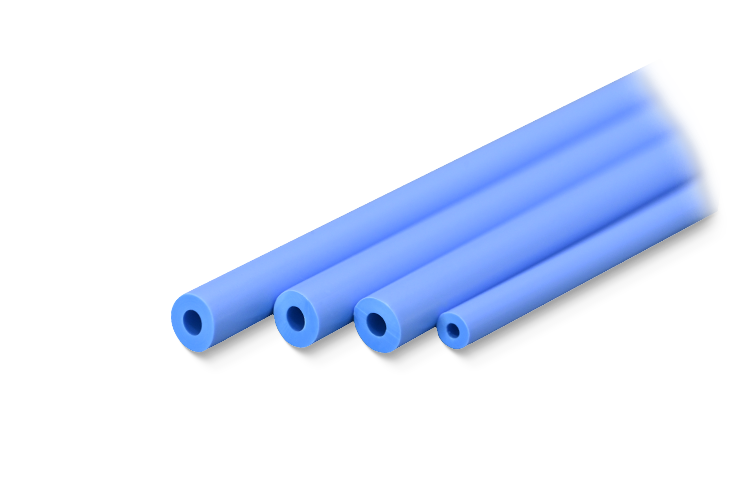
宁波琳盛高分子材料有限公司成立自2014年,我们深耕医用高分子材料管材挤出加工工艺、覆膜工艺及导管后处理工艺。更精密、更安全、更丰富的工艺开发能力及更稳定的输出能力是琳盛对器械厂家最真挚的承诺!
更多内容
-
0成立时间
-
0+员工
-
0+生产线