

 English
English  Français
Français  Español
Español  中文简体
中文简体 快速解答:医用热缩管材的作用
医用热缩管材是一种聚合物管,在受控热源下会紧密收缩包裹在组件周围,最常用于器械组装过程中粘接、保护或增强导管管身、导丝接头和球囊导管节段。该管材是在膨胀状态下挤出的,然后经过热处理锁定在较大的直径下,因此在组装过程中重新受热之前,它始终保持膨胀形状,此时它会收缩并紧贴下方部件。
本指南涵盖医用热缩管材的工作原理、FEP与PTFE热缩材料的对比,以及器械工程师在为组装工艺指定热缩管时应参考的收缩比和尺寸数据。
什么是医用热缩管材?
热缩管材是通过挤出和扩张工艺生产的。管材首先按其最终目标直径挤出,然后加热并通过机械方式扩张至更大直径,最后在保持扩张状态下冷却。这会将聚合物的分子结构“冻结”在扩张构型中,产生储存的张力,在器械组装过程中重新受热时作为收缩力释放。
器械组装人员为何使用热缩管材
-
在不规则形状(如锥形导管接头)周围形成紧密贴合的粘接
-
在回流焊接步骤期间提供临时或工艺阶段的保护
-
增强显影环、尖端或过渡区域而不显著增加体积
-
支持大批量器械组装线上一致且可重复的结果
由于收缩过程在底层组件周围施加均匀的径向压力,热缩管材对于平滑两个不同管材直径之间的过渡特别有用,这是多硬度导管管身构造中的常见需求。
热缩管材在器械组装中如何工作?
在组装过程中,热缩管材通常滑过导管管身的目标节段,然后暴露于受控热源(通常是热风枪、层压炉或回流工艺)。随着温度升高,管材向其原始挤出直径收缩,施加均匀压力,可将相邻的管材层粘接在一起或增强机械接头。有些热缩管材设计为成品器械的永久组件,而其他配方(有时称为工艺管)在回流步骤完成后会被移除。
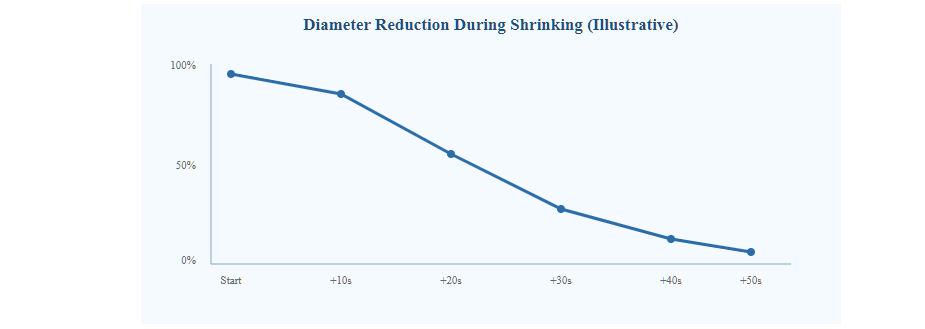
这条示意曲线展示了受热后直径缩小的普遍规律:管材表面达到收缩温度前的初始滞后阶段,接着是快速收缩阶段,最后随着管材达到其最终恢复直径而趋于平缓。一旦达到收缩温度阈值,大部分直径缩减发生在相对较短的时间窗口内,这就是为什么受控且均匀的热施加比总加工时间更重要,以确保整批产品的一致结果。
FEP vs PTFE vs PVDF热缩管:材料对比
医用热缩管材有多种含氟聚合物材料可供选择,每种材料的收缩温度、透明度和收缩后柔韧性特征各不相同。下方的雷达图从四个性能标准出发,对FEP、PTFE和PVDF热缩管材进行了比较。
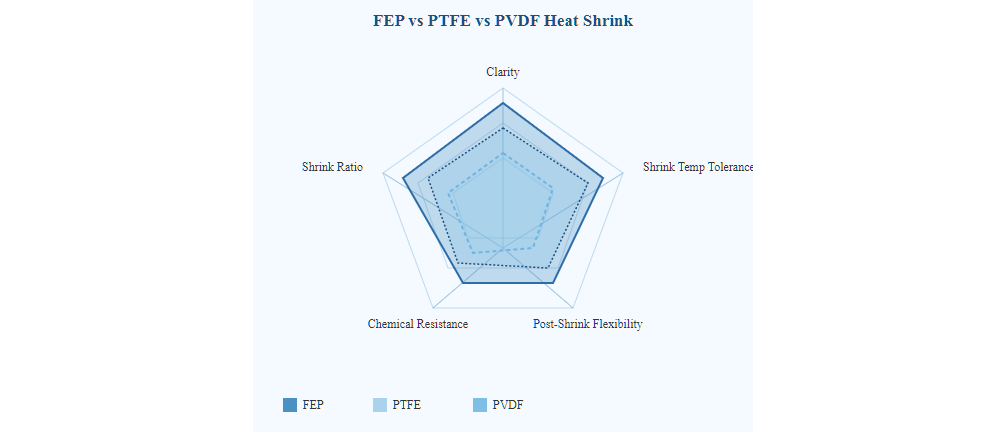
FEP热缩管材在透明度方面得分最高,这在组装期间或之后需要对底层粘接处或显影环进行目视检查时很有价值,且其收缩温度相对低于PTFE,简化了工艺控制。PTFE热缩管材提供最高的耐化学腐蚀性和最宽的收缩温度容忍度,使其适用于要求更高的工艺环境。PVDF介于两者之间,在收缩比和耐化学性之间取得平衡,当项目需要纯PTFE不易提供的收缩后柔韧性时,有时会选用它。
按材料划分的典型收缩比
收缩比描述了管材直径从扩张状态恢复到原始挤出直径时的缩小程度,通常表示为如1.3:1或2:1这样的比率。该数值决定了在收缩前将管材套在组件上时可用的超大间隙(余量)有多少。
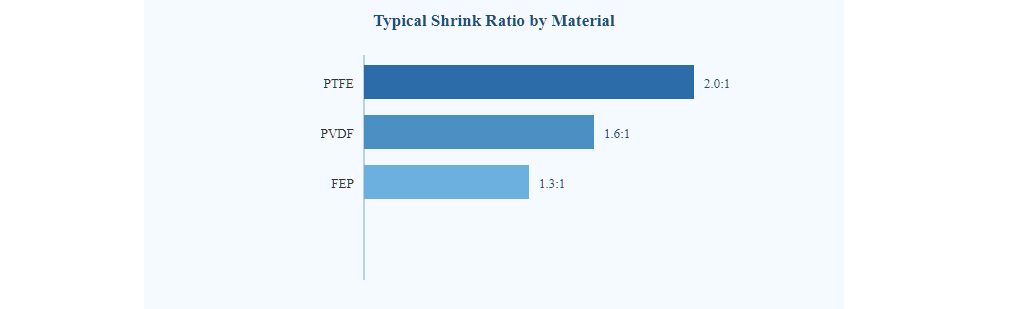
PTFE热缩管材通常在常见医用热缩材料中提供最高的收缩比,使其能在收缩前套过较大的不规则形状或更笨重的接头节段。较高的收缩比为组装工程师在放置时提供了更多间隙,可简化手动组装步骤,尽管它通常需要相应更高的收缩温度。FEP的较低收缩比通常伴随着更严格的尺寸控制和较低的收缩温度,对于附近存在热敏组件的某些工艺而言,这是更受欢迎的选择。
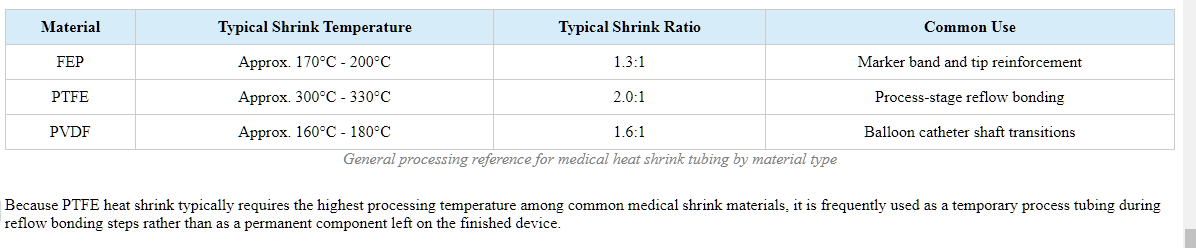
收缩温度与加工参考
选择正确的收缩温度至关重要,因为加热不足会导致管材恢复不完全,而过热则可能损坏附近的热敏组件。下表按材料概述了通用的加工参考值。
医用热缩管材可以做到多薄?
热缩管材的壁厚取决于材料和目标应用,但许多医用级配方可以制成相当薄的恢复壁厚,以尽量减少成品器械增加的外径。超薄热缩管材对于微导管和导丝应用尤为重要,因为即使外径微小增加也会影响器械的通过性。
-
标准壁厚热缩管材:通常用于以机械增强为主要目标的场景
-
薄壁热缩管材:在增强效果与较低的外径增量之间取得平衡
-
超薄壁热缩管材:通常保留用于器械对外形最敏感的远端节段
选择合适壁厚需要在可靠的收缩性能需求与成品器械的外形限制之间进行平衡,这就是为什么建议在确定规格前对实际器械几何形状进行样品测试。
热缩管材在导管器械中的应用
热缩管材支持导管和导丝制造的多个阶段,从永久增强到粘接步骤期间的临时工艺辅助。
-
球囊导管管身过渡段:平滑球囊与管身管材之间的接头
-
显影环及不透射线组件增强
-
导丝接头保护:位于尖端和芯丝过渡区
-
临时工艺管材:用于回流焊接期间,随后移除
-
多腔导管捆束:在某些制造步骤中使用
热缩管材常用于球囊导管,特别是在球囊材料与管身管材相接的过渡区,因为收缩过程中施加的均匀径向压力有助于形成平滑、一致的粘接线,而不会引入气隙或胶粘剂分布不均。
定制热缩管材选项
定制医用热缩管材项目通常始于目标恢复内径和收缩温度窗口,据此选择材料和壁厚。常见的定制要求包括:
-
恢复内径调节:以匹配特定的底层组件尺寸
-
壁厚选择:在标准、薄壁和超薄壁选项间选择
-
材料选择:基于收缩温度和耐化学性需求在FEP、PTFE和PVDF间选择
-
长度和扩张直径定制:以匹配特定器械的放置要求
在早期样品迭代阶段与供应商紧密合作,有助于确认给定的热缩管材规格在特定组装工艺使用的实际热源和周期时间内表现一致,因为根据实际设备设置,现实中的收缩行为可能与公布的参考值略有差异。
与热缩管材制造商合作
采购医用热缩管材的器械制造商应确认供应商的工艺一致性和特定应用经验,因为收缩性能在很大程度上依赖于受控的挤出和扩张工艺参数。
-
确认ISO认证及针对医用管材生产的文件化质量管理体系
具备内部挤出和扩张工艺能力,而非外包子步骤
-
具有生产用于导管组件应用的薄壁和超薄壁热缩管材的经验
-
支持OEM开发流程,包括量产运行前的样品迭代
宁波琳盛高分子材料有限公司自2014年起作为专业的OEM和ODM医用管材制造商及供应商运营,目前在医用聚合物管材的挤出加工、涂覆和后加工技术领域拥有400多名员工。公司对医疗器械制造商的承诺体现在其精度、安全性、多样化加工能力和稳定的产品质量上,通过持续的自驱研发开发的熱缩管材,为导管组件供应商和器械制造商提供支持。

