

 English
English  Français
Français  Español
Español  中文简体
中文简体 热缩管是一种受热后会收缩的热塑性管材,能在电线、电子元件或医疗器械表面形成紧密的保护套管。其主要用途包括电绝缘、机械保护、应力消除、线束整理和密封防护。在医疗应用中,热缩管在导管构造、器械封装及管路组件精密尺寸控制等方面发挥关键作用。
热缩管的核心功能
热缩管在各行业中具有广泛功能,了解其核心应用有助于工程师和设计人员根据具体需求选择合适的材料与壁厚:
-
电绝缘:覆盖裸露导线、焊点和端子,防止短路,并根据壁厚耐受数千伏电压。
-
机械保护:防止线缆和元件受到磨损、化学腐蚀、紫外线辐射及湿气侵入。
-
应力消除:分散电缆入口处的弯曲应力,延长连接器使用寿命。
-
线束整理:将多根电线或导管整合为统一规整的组件。
-
标识与色标:提供多种颜色选择,便于电路标记和快速无差错的维护操作。
-
密封防护:带胶热缩管可在接合处和连接器周围形成防水、防环境的密封层。
热缩管在医疗器械制造中的应用
医疗行业是热缩管要求最严苛的应用领域之一。在这里,它不仅是保护套管,更是直接影响患者安全的工程化组件。医用级热缩管主要用于以下关键工艺:
导管构造与层压工艺
在导管组装过程中,热缩管用于粘合各层结构、控制外径尺寸,并形成光滑无创的表面轮廓。典型球囊导管轴常采用双层热缩工艺,将编织增强层与内衬层压合,在实现超过20个大气压爆破压力的同时,保持血管介入所需的柔顺性。
尖端成型与末端塑形
通过热缩管精准施加热能,可确保导管尖端几何形状的一致性——这对导管在迂曲血管中导航至关重要。医疗尖端成型的公差通常控制在±0.01毫米以内,要求管材每批次均具有稳定、均匀的收缩率。
传感器与电子元件的封装
微创器械末端常集成压力传感器、热电偶或成像元件。热缩管提供生物相容性封装,既保护这些元件不受体液侵蚀,又在器械整个使用寿命期间保持电气绝缘。
轴体过渡段与刚度梯度设计
通过在导管轴体不同区段应用不同硬度与壁厚的热缩管,制造商可构建受控的柔性梯度——近端保持刚性以增强推送性,远端维持柔顺性以提升跟踪性。这项技术是现代介入导管设计的核心要素,也是与经验丰富的医用管材供应商合作的决定性优势。
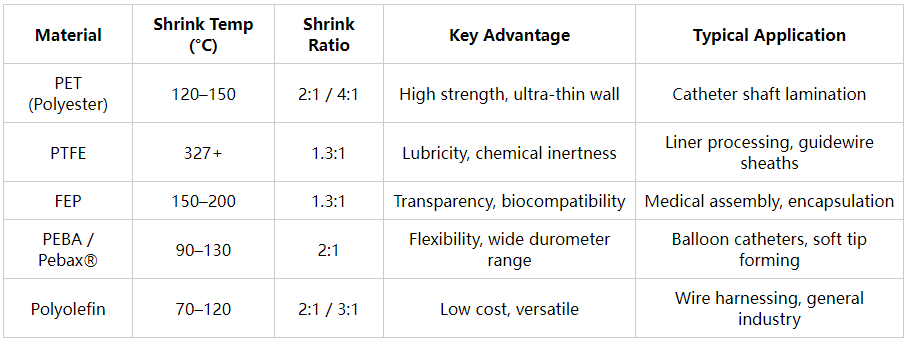
常用材料及其特性
材料选择决定收缩温度、柔韧性、耐化学性及生物相容性。下表汇总了医疗与工业领域最常用的材料:
选择热缩管的关键技术参数
选型不当可能导致加工不良、分层或尺寸不合格。在采购或工艺开发前必须明确以下参数:
-
扩张状态内径:需大于被包覆物外径,确保轻松套装而不损坏基材。
-
收缩后内径:必须与热收缩完成后组装件的目标尺寸精确匹配。
-
收缩后壁厚:决定机械强度,并影响最终器械的总外径。
-
收缩比:常见比例为2:1、3:1、4:1;更高收缩比可在不同直径基材上提供更灵活的包覆能力。
-
活化温度:必须与底层材料及预涂胶粘剂/涂层的耐热性相匹配。
-
生物相容性认证:任何接触患者的医疗应用材料都必须符合ISO 10993标准。
工业与航空航天应用
除医疗器械外,热缩管是汽车、航空航天及工业自动化领域线束制造的基础材料。航空航天领域遵循MIL-DTL-23053规范,要求热缩管具备阻燃性、耐流体性,并在-55°C至+150°C或更高温度范围内持续工作。汽车应用采用带胶聚烯烃热缩管保护发动机舱内连接器,以同时应对振动与热循环带来的机械和化学应力。工业机器人领域,柔性热缩管保护关节处的线缆,需承受设备生命周期内数千万次的弯曲循环。
LINSTANT在医用高分子管材中的热缩技术应用
LINSTANT自2014年成立以来专注医用高分子管材领域,为全球医疗器械制造商提供挤出加工、涂层及后处理专业技术。公司的核心业务与热缩管应用深度结合:导管轴体构建、球囊管层压、刚度梯度设计等均依赖于LINSTANT十余年制造经验积累的精密热缩工艺控制。
LINSTANT的产品体系全面覆盖导管及医用管材构造需求:
-
导管轴体用单层/多层挤出管
-
多功能复杂导管设计所需的单腔/多腔结构管
-
单层/双层/三层球囊管(热缩层压工艺直接决定球囊爆破强度、顺应性及尺寸一致性的核心应用)
-
血管介入器械中实现推送性与扭矩传递的螺旋/编织增强鞘管
-
耐极端化学与高温的聚醚醚酮/聚酰亚胺工程管材
-
亲水涂层等表面处理方案(通常在热缩工艺后应用,增强血管及泌尿器械的润滑性)
LINSTANT对医疗器械制造商的承诺建立在精密工艺开发能力与稳定、可重复的生产输出基础上——这两大特性在热缩管作为生命关键器械中的结构组件时至关重要,即使数微米的尺寸偏差也可能影响临床结果。
医疗制造中应用热缩管的最佳实践
获得稳定结果(尤其在医疗器械生产中)需要在热缩应用每个环节实施严格工艺控制:
-
使用校准热源:热风枪、烘箱及芯轴式回流系统需校准至±5°C或更高精度,确保均匀收缩且不过度处理基材
-
精确控制芯轴尺寸:芯轴外径决定组装件收缩后内径,其尺寸偏差是导管层压不合格的主要来源
-
预干燥吸湿材料:如Pebax®等材料会吸收环境湿气,可能导致热缩过程中产生孔隙或表面缺陷;加工前在60–80°C预干燥4–8小时是标准流程
-
首件检验验证收缩效果:批量生产前测量首批产品的收缩后外径、壁厚及表面质量
-
记录与控制冷却速率:快速冷却可能导致残余应力;受控的渐进冷却有利于尺寸稳定性,尤其在多层导管层压中,不同材料的热膨胀系数存在差异
热缩管常见问题解答
何种收缩比最适合医用导管层压?
多数导管层压工艺选用壁厚0.0005–0.002英寸的2:1 PET热缩管。当扩张直径需适应多种基材尺寸时(如在共用治具上生产多种规格导管的场景),则使用4:1收缩比产品。
热缩管能否在不使用粘合剂的情况下粘合各层?
在许多导管层压工艺中,热缩管的收缩压力与软化底层聚合物的热量相结合,足以实现无胶粘合。但需要气密密封或层间材料化学不相容时,需采用带胶热缩管或粘合层共挤工艺。
所有热缩管都具备医疗级生物相容性吗?
并非如此。任何接触患者的材料都必须通过ISO 10993测试(包括细胞毒性、致敏性、血液相容性等)。FEP、PTFE及特定牌号的Pebax®与聚烯烃材料已建立生物相容性数据,但向FDA或CE认证机构提交注册文件时,仍需提供批次特异性证明文件。
精密医疗应用中热缩管壁厚能达到多薄?
在必须最小化外径增加的精密导管应用(特别是工作直径小于3Fr的神经血管导管)中,可采用收缩后壁厚达0.0005英寸(12.7微米) 的超薄PET热缩管——此处每增加一微米壁厚都会直接影响器械在脑血管解剖结构中的通过性。

